

1. జనరల్
ఈ శ్రేణి యొక్క కవాటాలు పైప్లైన్ వ్యవస్థలో పైప్లైన్లను మూసివేయడానికి లేదా తెరవడానికి ఉపయోగించబడతాయి, తద్వారా సిస్టమ్ యొక్క సాధారణ ఆపరేషన్ను నిర్వహించడం జరుగుతుంది.
2. ఉత్పత్తి వివరణ
2.1 సాంకేతికత అవసరం
2.1.1 డిజైన్ మరియు తయారీ: API600, API603, ASME B16.34, BS1414
2.1.2 కనెక్షన్ ముగింపు పరిమాణం: ASME B16.5, ASME B16.47, ASME B16.25
2.1.3 ఫేస్ టు ఫేస్ లేదా ఎండ్ టు ఎండ్: ASME B16.10
2.1.4 తనిఖీ మరియు పరీక్ష: API 598, API600
2.1.5 నామమాత్రపు పరిమాణాలు:MPS2″~48″,నామినల్ క్లాస్ రేటింగ్లు:Class150~2500
2.2 ఈ శ్రేణిలోని వాల్వ్లు మాన్యువల్గా ఉంటాయి (హ్యాండ్వీల్ లేదా గేర్ బాక్స్ ద్వారా యాక్చువేటెడ్) ఫ్లాంజ్ చివరలు మరియు బట్ వెల్డింగ్ ముగింపుతో గేట్ వాల్వ్లు .వాల్వ్ కాండం నిలువుగా కదులుతుంది.హ్యాండ్వీల్ను సవ్యదిశలో తిప్పినప్పుడు, పైప్లైన్ను మూసివేయడానికి గేట్ క్రిందికి వస్తుంది;హ్యాండ్వీల్ను అపసవ్య దిశలో తిప్పినప్పుడు, పైప్లైన్ తెరవడానికి గేట్ పైకి లేస్తుంది.
2.3 స్ట్రక్చరల్ Fig.1, 2and3 చూడండి.
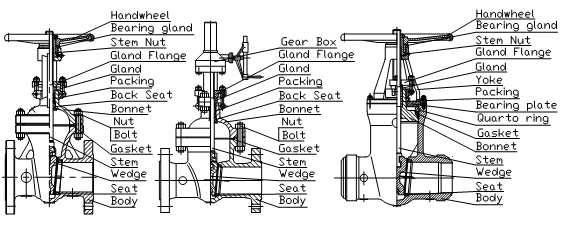
2.4 ప్రధాన భాగాల పేర్లు మరియు పదార్థాలు టేబుల్ 1లో ఇవ్వబడ్డాయి.
| భాగం పేరు | మెటీరియల్ |
| శరీరం మరియు బోనెట్ | ASTM A216 WCB,ASTM A352 LCB,ASTM A217 WC6, ASTM A217 WC9,ASTM A351 CF3,ASTM A351 CF3M ASTM A351 CF8,ASTM A351 CF8M,ASTM A351 CN7M ASTM A494 CW-2M,మోనెల్ |
| ద్వారం | ASTM A216 WCB,ASTM A352 LCB,ASTM A217 WC6, ASTM A217 WC9,ASTM A351 CF3,ASTM A351 CF3M ASTM A351 CF8,ASTM A351 CF8M,ASTM A351 CN7M ASTM A494 CW-2M,మోనెల్ |
| సీటు | ASTM A105,ASTM A350 LF2,F11,F22, ASTM A182 F304(304L),ASTM A182 F316(316L) ASTM B462,కలిగి.C-4,మోనెల్ |
| కాండం | ASTM A182 F6a,ASTM A182 F304(304L) ,ASTM A182 F316(316L),ASTM B462,కలిగి.C-4,మోనెల్ |
| ప్యాకింగ్ | అల్లిన గ్రాఫైట్ మరియు ఫ్లెక్సిబుల్ గ్రాఫైట్,PTFE |
| స్టడ్/నట్ | ASTM A193 B7/A194 2H,ASTM L320 L7/A194 4, ASTM A193 B16/A194 4,ASTM A193 B8/A194 8, ASTM A193 B8M/A194 8M |
| రబ్బరు పట్టీ | 304(316)+గ్రాఫ్,304(316),కలిగి.C-4, మోనెల్,B462 |
| సీటు రింగ్/డిస్క్/ఉపరితలాలు | 13కోట్లు,18Cr-8Ni,18Cr-8Ni-Mo,NiCu మిశ్రమం,25Cr-20Ni,STL |
3. నిల్వ, నిర్వహణ, సంస్థాపన మరియు ఆపరేషన్
3.1 నిల్వ మరియు నిర్వహణ
3.1.1 కవాటాలను పొడి మరియు బాగా వెంటిలేషన్ గదిలో నిల్వ చేయాలి.పాసేజ్ చివరలను కవర్లతో ప్లగ్ చేయాలి.
3.1.2 దీర్ఘకాల నిల్వలో ఉన్న కవాటాలను క్రమం తప్పకుండా పరిశీలించాలి మరియు శుభ్రం చేయాలి, ముఖ్యంగా సీటింగ్ ముఖాన్ని డ్యామేజ్ని నిరోధించడానికి శుభ్రపరచడం మరియు పూర్తయిన ఉపరితలాలను తుప్పు నిరోధించే నూనెతో పూత పూయాలి.
3.1.3 నిల్వ వ్యవధి 18 నెలలు దాటితే, వాల్వ్లను పరీక్షించి రికార్డులు తయారు చేయాలి.
3.1.4 వ్యవస్థాపించిన కవాటాలను క్రమం తప్పకుండా పరిశీలించి మరమ్మతులు చేయాలి.ప్రధాన నిర్వహణ పాయింట్లు క్రింది వాటిని కలిగి ఉంటాయి:
1) సీలింగ్ ముఖం
2)వాల్వ్ స్టెమ్ మరియు వాల్వ్ స్టెమ్ నట్.
3) ప్యాకింగ్.
4)వాల్వ్ బాడీ మరియు వాల్వ్ బానెట్ యొక్క అంతర్గత ఉపరితలంపై ఫౌలింగ్
3.2 సంస్థాపన
సంస్థాపనకు ముందు, పైప్లైన్ సిస్టమ్ అవసరాలకు అనుగుణంగా వాల్వ్ గుర్తింపు (మోడల్, DN, 3.2.1PN మరియు మెటీరియల్ వంటివి) గుర్తించబడిందని నిర్ధారించుకోండి.
3.2.2 సంస్థాపనకు ముందు, వాల్వ్ పాసేజ్ మరియు సీలింగ్ ముఖాన్ని జాగ్రత్తగా తనిఖీ చేయండి.ఏదైనా మురికి ఉంటే, దానిని పూర్తిగా శుభ్రం చేయండి.
3.2.3 ఇన్స్టాలేషన్కు ముందు, అన్ని బోల్ట్లు గట్టిగా బిగించబడ్డాయని నిర్ధారించుకోండి.
3.2.4 సంస్థాపనకు ముందు, ప్యాకింగ్ గట్టిగా కుదించబడిందని నిర్ధారించుకోండి.అయినప్పటికీ, వాల్వ్ కాండం యొక్క కదలికకు భంగం కలిగించకూడదు.
3.2.5 వాల్వ్ యొక్క సంస్థాపనా స్థలం తనిఖీ మరియు ఆపరేషన్ను సులభతరం చేయాలి.పైప్లైన్ క్షితిజ సమాంతరంగా, హ్యాండ్వీల్ పైన మరియు వాల్వ్ కాండం నిలువుగా ఉండేటటువంటి ప్రాధాన్య స్థానం ఉండాలి.
3.2.6 సాధారణంగా మూసివేసిన వాల్వ్ కోసం, వాల్వ్ కాండం దెబ్బతినకుండా ఉండటానికి పని ఒత్తిడి చాలా పెద్దదిగా ఉన్న ప్రదేశంలో దాన్ని ఇన్స్టాల్ చేయడం సరికాదు.
3.2.7 సాకెట్ వెల్డెడ్ వాల్వ్లు సైట్లోని పైప్లైన్ సిస్టమ్లో ఇన్స్టాలేషన్ కోసం వెల్డింగ్ చేసినప్పుడు కనీసం కింది అవసరాలను తీర్చాలి:
1) రాష్ట్ర బాయిలర్ మరియు ప్రెజర్ వెస్సెల్ అథారిటీచే ఆమోదించబడిన వెల్డర్ యొక్క అర్హత సర్టిఫికేట్ కలిగి ఉన్న వెల్డర్ ద్వారా వెల్డింగ్ను నిర్వహించాలి;లేదా ASME Vol.Ⅸలో పేర్కొన్న వెల్డర్ అర్హత సర్టిఫికేట్ పొందిన వెల్డర్.
2) వెల్డింగ్ మెటీరియల్ యొక్క నాణ్యత హామీ మాన్యువల్లో పేర్కొన్న విధంగా వెల్డింగ్ ప్రక్రియ పారామితులను తప్పనిసరిగా ఎంచుకోవాలి.
3) వెల్డింగ్ సీమ్ యొక్క పూరక మెటల్ యొక్క రసాయన కూర్పు, యాంత్రిక పనితీరు మరియు తుప్పు నిరోధకత బేస్ మెటల్తో అనుకూలంగా ఉండాలి.
3.2.8 వాల్వ్ సాధారణంగా వ్యవస్థాపించబడుతుంది, మద్దతు, ఉపకరణాలు మరియు పైపుల కారణంగా పెద్ద ఒత్తిడిని నివారించాలి.
3.2.9 సంస్థాపన తర్వాత, పైప్లైన్ వ్యవస్థ యొక్క ఒత్తిడి పరీక్ష సమయంలో, వాల్వ్ పూర్తిగా తెరవబడాలి.
3.2.10 బేరింగ్ పాయింట్: వాల్వ్ బరువు మరియు ఆపరేషన్ టార్క్ను భరించడానికి పైప్లైన్ తగినంత బలం కలిగి ఉంటే, అప్పుడు బేరింగ్ పాయింట్ అవసరం లేదు, లేకపోతే వాల్వ్ బేరింగ్ పాయింట్ను కలిగి ఉండాలి.
3.2.11 లిఫ్టింగ్: వాల్వ్ను ఎత్తడానికి మరియు ఎత్తడానికి హ్యాండ్వీల్ని ఉపయోగించవద్దు.
3.3 ఆపరేషన్ మరియు ఉపయోగం
3.3.1 సేవా వ్యవధిలో, హై-స్పీడ్ మీడియం కారణంగా సీటు రింగ్ మరియు వాల్వ్ గేట్ యొక్క ఉపరితల నష్టాన్ని నివారించడానికి వాల్వ్ గేట్ పూర్తిగా తెరవబడాలి లేదా పూర్తిగా మూసివేయబడాలి.ఇది ప్రవాహ సామర్థ్యాన్ని సర్దుబాటు చేయడానికి ఉపయోగించబడదు.
3.3.2 వాల్వ్ను తెరిచినప్పుడు లేదా మూసివేసినప్పుడు, సహాయక లివర్కు బదులుగా హ్యాండ్వీల్ను ఉపయోగించండి లేదా ఇతర సాధనాన్ని ఉపయోగించండి.
3.3.3 పని ఉష్ణోగ్రత వద్ద, ASME B16.34లో ఒత్తిడి-ఉష్ణోగ్రత రేటింగ్ల పని ఒత్తిడి కంటే తక్షణ ఒత్తిడి 1.1 రెట్లు తక్కువగా ఉండేలా చూసుకోండి.
3.3.4 గరిష్టంగా అనుమతించదగిన ఒత్తిడిని మించకుండా పని ఉష్ణోగ్రత వద్ద వాల్వ్ యొక్క పని ఒత్తిడిని నిరోధించడానికి పైప్లైన్లో భద్రతా ఉపశమన పరికరాలను వ్యవస్థాపించాలి.
3.3.5 రవాణా, సంస్థాపన మరియు ఆపరేషన్ వ్యవధిలో వాల్వ్ను కొట్టడం మరియు షాక్ చేయడం నిషేధించబడింది.
3.3.6 అస్థిర ద్రవం యొక్క కుళ్ళిపోవడం, ఉదాహరణకు, కొన్ని ద్రవాల కుళ్ళిపోవడం వాల్యూమ్ విస్తరణకు కారణమవుతుంది మరియు పని ఒత్తిడి పెరుగుదలకు దారితీస్తుంది, తద్వారా వాల్వ్ దెబ్బతింటుంది మరియు పారగమ్యతను కలిగిస్తుంది, కాబట్టి, విచ్ఛిన్నానికి కారణమయ్యే కారకాలను తొలగించడానికి లేదా పరిమితం చేయడానికి తగిన కొలత పరికరాలను ఉపయోగించండి. ద్రవం యొక్క.
3.3.7 ద్రవం ఒక కండెన్సేట్ అయితే, ఇది వాల్వ్ పనితీరును ప్రభావితం చేస్తుంది, ద్రవం యొక్క ఉష్ణోగ్రతను తగ్గించడానికి తగిన కొలిచే సాధనాలను ఉపయోగించండి (ఉదాహరణకు, ద్రవం యొక్క తగిన ఉష్ణోగ్రతకు హామీ ఇవ్వడానికి) లేదా దానిని ఇతర రకాల వాల్వ్తో భర్తీ చేయండి.
3.3.8 స్వీయ-మండే ద్రవం కోసం, పరిసర మరియు పని ఒత్తిడి దాని ఆటో-ఇగ్నిషన్ పాయింట్ను మించకూడదని హామీ ఇవ్వడానికి తగిన కొలిచే సాధనాలను ఉపయోగించండి (ముఖ్యంగా సూర్యరశ్మి లేదా బాహ్య అగ్నిని గమనించండి).
3.3.9 పేలుడు, మండే వంటి ప్రమాదకరమైన ద్రవం విషయంలో.టాక్సిక్, ఆక్సీకరణ ఉత్పత్తులు, ఒత్తిడిలో ప్యాకింగ్ను భర్తీ చేయడానికి ఇది నిషేధించబడింది (వాల్వ్ అటువంటి పనితీరును కలిగి ఉన్నప్పటికీ).
3.3.10 ద్రవం మురికిగా లేదని నిర్ధారించుకోండి, ఇది వాల్వ్ పనితీరును ప్రభావితం చేస్తుంది, కఠినమైన ఘనపదార్థాలను కలిగి ఉండదు, లేకుంటే మురికి మరియు గట్టి ఘనపదార్థాలను తొలగించడానికి తగిన కొలిచే సాధనాలను ఉపయోగించాలి లేదా దానిని ఇతర రకాల వాల్వ్తో భర్తీ చేయాలి.
3.3.11 అనుమతించదగిన పని ఉష్ణోగ్రత:
| మెటీరియల్ | ఉష్ణోగ్రత | మెటీరియల్ | ఉష్ణోగ్రత |
| ASTM A216 WCB | -29~425℃ | ASTM A217 WC6 | -29~538℃ |
| ASTM A352 LCB | -46~343℃ | ASTM A217 WC9 | --29~570℃ |
| ASTM A351 CF3(CF3M) | -196~454℃ | ASTM A494 CW-2M | -29~450℃ |
| ASTM A351 CF8(CF8M) | -196~454℃ | మోనెల్ | -29~425℃ |
| ASTM A351 CN7M | -29~450℃ |
| - |
3.3.12 వాల్వ్ బాడీ యొక్క పదార్థం తుప్పు నిరోధక మరియు తుప్పు నివారణ ద్రవ వాతావరణంలో ఉపయోగించడానికి అనుకూలంగా ఉందని నిర్ధారించుకోండి.
3.3.13 సేవా వ్యవధిలో, దిగువ పట్టిక ప్రకారం సీలింగ్ పనితీరును పరిశీలించండి:
| తనిఖీ పాయింట్ | లీక్ |
| వాల్వ్ బాడీ మరియు బోనెట్ మధ్య కనెక్షన్ | సున్నా |
| ప్యాకింగ్ సీల్ | సున్నా |
| వాల్వ్ సీటు | సాంకేతిక వివరణ ప్రకారం |
3.3.14 సీలింగ్ ముఖం యొక్క దుస్తులు కోసం క్రమం తప్పకుండా తనిఖీ చేయండి.ప్యాకింగ్ వృద్ధాప్యం మరియు నష్టం.సాక్ష్యం దొరికితే సకాలంలో మరమ్మత్తు లేదా భర్తీ చేయండి.
3.3.15 మరమ్మత్తు తర్వాత, వాల్వ్, పరీక్ష బిగుతు పనితీరును మళ్లీ సమీకరించండి మరియు సర్దుబాటు చేయండి మరియు రికార్డ్ చేయండి.
3.3.16 పరీక్ష మరియు అంతర్గత మరమ్మత్తు రెండు సంవత్సరాలు.
4. సాధ్యమయ్యే సమస్యలు, కారణాలు మరియు నివారణ చర్యలు
| సమస్య వివరణ | కారణం కావొచ్చు | నివారణ చర్యలు |
| ప్యాకింగ్ వద్ద లీక్ | తగినంతగా కుదించబడని ప్యాకింగ్ | ప్యాకింగ్ గింజను మళ్లీ బిగించండి |
| ప్యాకింగ్ సరిపోని పరిమాణం | మరింత ప్యాకింగ్ జోడించండి | |
| దీర్ఘకాల సేవ లేదా సరికాని రక్షణ కారణంగా ప్యాకింగ్ దెబ్బతిన్నది | ప్యాకింగ్ను భర్తీ చేయండి | |
| వాల్వ్ సీటింగ్ ముఖం మీద లీక్ | డర్టీ సీటింగ్ ముఖం | మురికిని తొలగించండి |
| అరిగిపోయిన సీటింగ్ ముఖం | దాన్ని రిపేర్ చేయండి లేదా సీటు రింగ్ లేదా వాల్వ్ గేట్ని మార్చండి | |
| గట్టి ఘనపదార్థాల కారణంగా సీటింగ్ ముఖం దెబ్బతిన్నది | ద్రవంలోని గట్టి ఘనపదార్థాలను తొలగించండి, సీట్ రింగ్ లేదా వాల్వ్ గేట్ను రిపేర్ చేయండి లేదా భర్తీ చేయండి లేదా ఇతర రకాల వాల్వ్తో భర్తీ చేయండి | |
| వాల్వ్ బాడీ మరియు వాల్వ్ బానెట్ మధ్య కనెక్షన్ వద్ద లీక్ | బోల్టులు సరిగా బిగించలేదు | బోల్ట్లను ఏకరీతిలో కట్టుకోండి |
| వాల్వ్ బాడీ మరియు వాల్వ్ బానెట్ ఫ్లాంజ్ యొక్క సీటింగ్ ఉపరితలం దెబ్బతిన్నది | దాన్ని రిపేరు చేయండి | |
| దెబ్బతిన్న లేదా విరిగిన రబ్బరు పట్టీ | రబ్బరు పట్టీని భర్తీ చేయండి | |
| హ్యాండ్వీల్ లేదా వాల్వ్ గేట్ యొక్క కష్టమైన భ్రమణాన్ని తెరవడం లేదా మూసివేయడం సాధ్యం కాదు | చాలా గట్టిగా బిగించిన ప్యాకింగ్ | ప్యాకింగ్ గింజను తగిన విధంగా విప్పు |
| సీలింగ్ గ్రంధి యొక్క వైకల్పము లేదా వంపు | సీలింగ్ గ్రంధిని సర్దుబాటు చేయండి | |
| దెబ్బతిన్న వాల్వ్ కాండం గింజ | థ్రెడ్ను సరి చేయండి మరియు మురికిని తొలగించండి | |
| ధరించిన లేదా విరిగిన వాల్వ్ స్టెమ్ నట్ థ్రెడ్ | వాల్వ్ కాండం గింజను భర్తీ చేయండి | |
| బెంట్ వాల్వ్ కాండం | వాల్వ్ కాండం స్థానంలో | |
| వాల్వ్ గేట్ లేదా వాల్వ్ బాడీ యొక్క డర్టీ గైడ్ ఉపరితలం | గైడ్ ఉపరితలంపై మురికిని తొలగించండి |
గమనిక: సేవ చేసే వ్యక్తికి వాల్వ్లతో సంబంధిత పరిజ్ఞానం మరియు అనుభవం ఉండాలి.
5. వారంటీ
వాల్వ్ వినియోగంలోకి వచ్చిన తర్వాత, వాల్వ్ యొక్క వారంటీ వ్యవధి 12 నెలలు, కానీ డెలివరీ తేదీ తర్వాత 24 నెలలకు మించదు.వారంటీ వ్యవధిలో, మెటీరియల్, పనితనం లేదా ఆపరేషన్ సరైనదని అందించిన నష్టం కారణంగా తయారీదారు మరమ్మతు సేవ లేదా విడిభాగాలను ఉచితంగా అందిస్తారు.
పోస్ట్ సమయం: మే-19-2022